[Attachment(s)
from Tom Kerekes included below]
Hi Jack,
Here is the patch for the Gcode Viewer:
http://dynomotion.com/Software/Patch/FixBaxisGViewerRadiusPlot_V434i/KMotionCNC.exe
Although for your new example that consists of
small B Axis Angle changes it isn't really
needed. The fluted cylinder example was somewhat
unusual in that it had the large B changes of 60
degrees and larger.
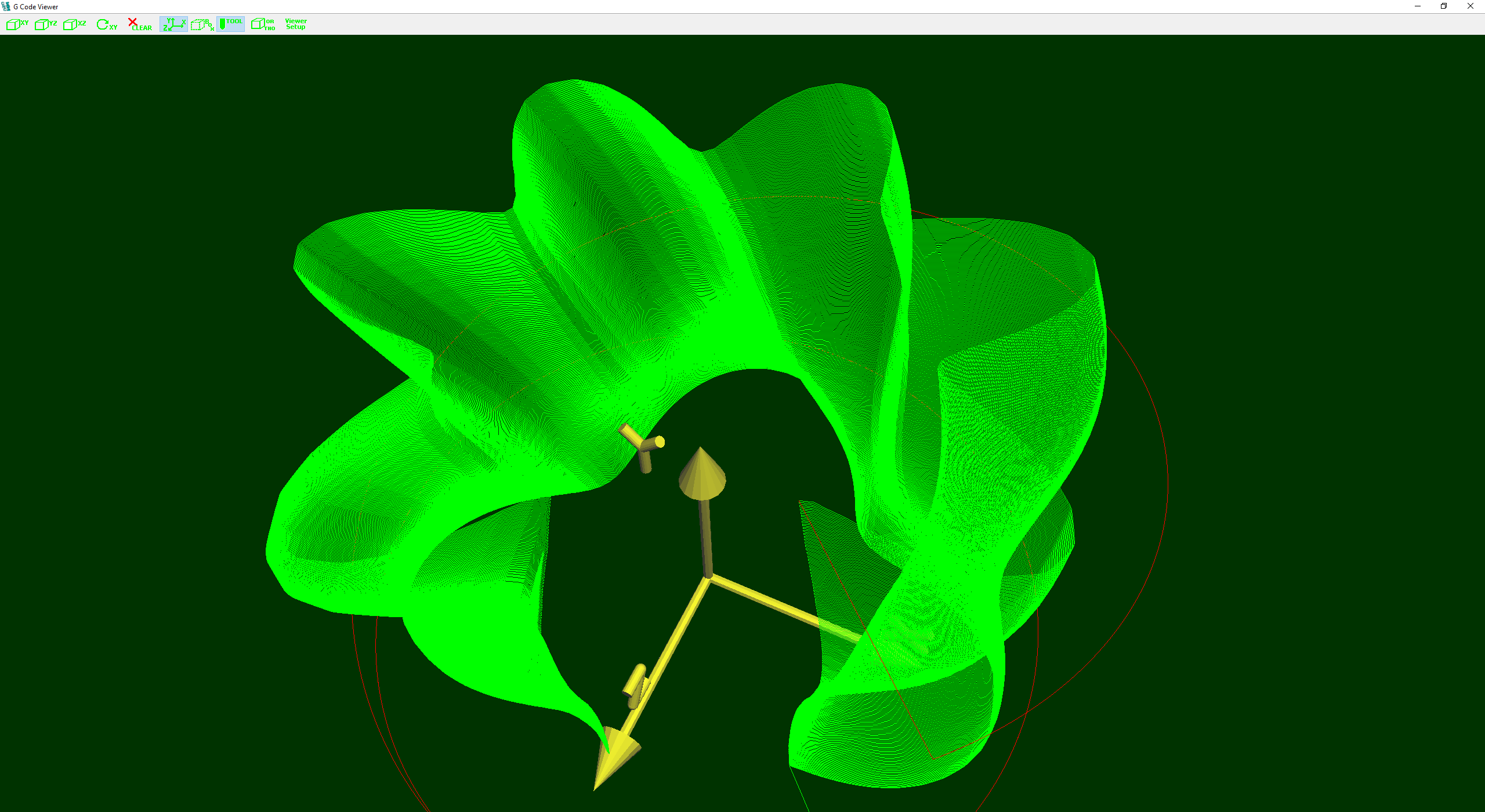
Attached is a plot of your new "wavy" GCode. It
seems to be commanding B only about 310 degrees
rather than all the way around 360 degrees.
The issue with 4+ axes GCode is that although the
GCode might define how to move all the axes to
create the part, it is difficult/impossible for
the Trajectory Planer to know how fast to move the
axes in order to be cutting at the specified
feedrate. Where the cutting tool is with regard
to the axes of rotation and the direction of the
motion relative to the XYZ axes motion and so
forth becomes very complicated. All the
Kinematics of the system needs to be considered to
do it properly. Without that the Trajectory
Planner has on idea what the cutting feedrate will
be when any angular axis is moved.
The Degrees+Radius mode is simple workaround that
way works ok in some cases. It tells the
Trajectory Planner to assume that the cutting tool
will be at the specified radius from the axis of
rotation. This makes it simple for the TP to know
how fast to rotate the axis to move the cutting
tool at a desired speed. It also makes the
assumption that any angular motion will be in a
direction perpendicular to any other motions
caused by the other axes. So for example in your
case if the B Axis causes 1 inch of motion and the
Y axis also causes 1 inch of motion, and the
desired feedrate is 1000ipm then the B Axis and Y
Axis should both be moved at 707ipm to achieve
this.
G93 is a completely different approach. It
pushes all the work up to the CAD/CAM system to
consider all the Kinematics itself and determine
exactly how much time each line of GCode motion
should take to execute to achieve the proper
cutting rate. Because each line of GCode is
likely to move the cutting tool different
distances it is unlikely that it would make sense
for two GCode motions to be executed in the same
amount of time. So each line expects and requires
a time (inverse feedrate) value.
HTH
Regards
TK
On 7/10/2017 7:28 PM, 'Jack'
jackgiz@...
[DynoMotion] wrote:
Hi
Tom,
Thanks
for looking into to this for me. I’ve
changed the PostP to specify the B axis
instead of A. I also changed the Z zero
from the center of rotation to the
perimeter of the cylinder. I would
certainly be interested in the patch for
the viewer.
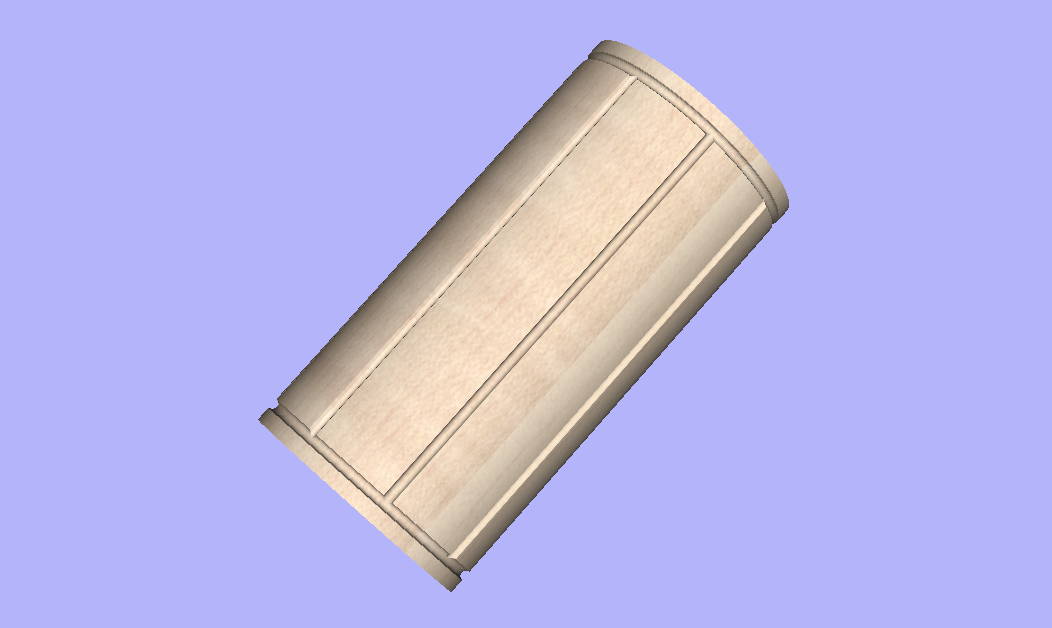
The
example of the fluted cylinder was step
one to prove out that I could generate a
PostP for wrapping and to learn how to do
wrapping in Aspire. However, longer term
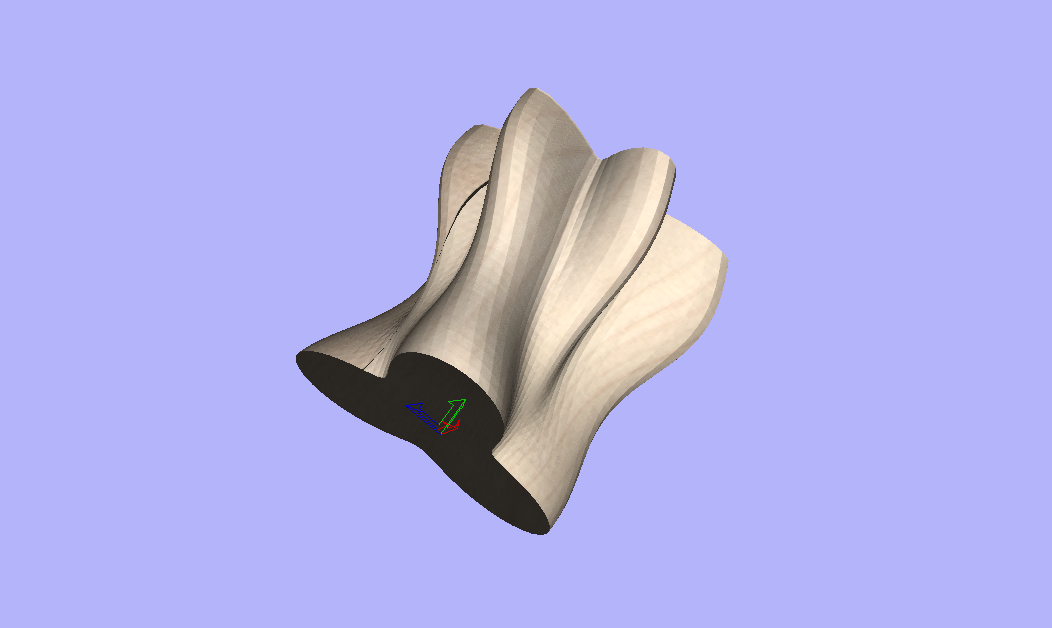
I am interested in doing shaped forms.
I’ve attached a picture and Gcode of an
example. Will something like this be
possible?
If
I select the degrees check box in the B
axis motion parameters what radius do I
enter? Why is a radius required if I
enter a number for Cnts/deg?
When
I run the simulation I get an error “F
word missing with inverse time g1 move”.
It doesn’t seem to matter if the G93
command is in the code or not. Does each
line of code require a speed command also?
Jack
Hi Jack,
I was looking at the original code
and:
#1 Scaled the X axis to be degrees
#2 Global replace of X -> B
#3 Subtracted 3 inches from Z (to be
relative to 6 inch diameter)
Then I configured the KMotion CNC B
Axis as Degrees Radius=3.0
I think the B Axis angle should be
used for rotation around the Y axis.
But that showed up a bug in GCode
Viewer with regard to big Angle
Changes (normally for short GCode
vectors a straight line worked ok, but
it doesn't for big B angles)
Here is a GViewer Simulation after
fixing the bug:
https://youtu.be/fr4csTrJvL0
I can provide you a patch if you are
interested.
Let us know how it works out.
Regards
TK
On 7/9/2017 3:36
PM, 'Jack' jackgiz@...
[DynoMotion] wrote:
Hi
Tom,
Forget
the previous email. I figured
out how to modify the Mach3
Wrapped PostP to work with
KmtionCNC. I’m now getting an
A axis and angular movement.
It appears I have solved the
theoretical side of the
problem, now to see if it
translates to the practical
side.
Attached
is a copy of the GCode for the
side fluted cylinder I sent
earlier but after using the
updated PostP.
Jack
Hi Jack,
Are you using Mach3 or
KMotionCNC?
What are you trying to
accomplish?
How does your system
work? Could you command
multiple revolutions? ie
A0 to A3600 to do 10
revolutions of 360
degrees?
KMotionCNC doesn't
support any "wrapping" in
the sense that A359 to A1
would just be a +2 degree
move.
Regards
TK
Tom,
I'm building a 4th
axis for my CNC
machine and will be
generating the \G code
files in Aspire. The
tutorials say to use a
post processor for
your machine that has
the word "wrap" in the
title. For example:
Mach 2/3-WrapYtoA ATC
(inch).
Here are the only PP
in the Aspire list for
EMC2:
EMC2-G61 arcs(inch)
EMC2-G64 arcs (inch)
neither of which seem
to have anything to do
with a 4th axis
and
EMC2-arcs(inch) which
is the one I normally
use.
Any suggestions?
Jack



{kind=link}
{kind=link}
{kind=link}